

Handheld Nutrunner Cordless Tools
Cordless nut runner dedicated control unit for high accuracy and quality tightening. These have many parameters and monitoring functions required for tightening. In addition, features many mechanisms to detect tightening errors.
Functions
Error Detection
Universal Controller
Large Memory Capacity Contributes to Traceability
Network
Communication Technology
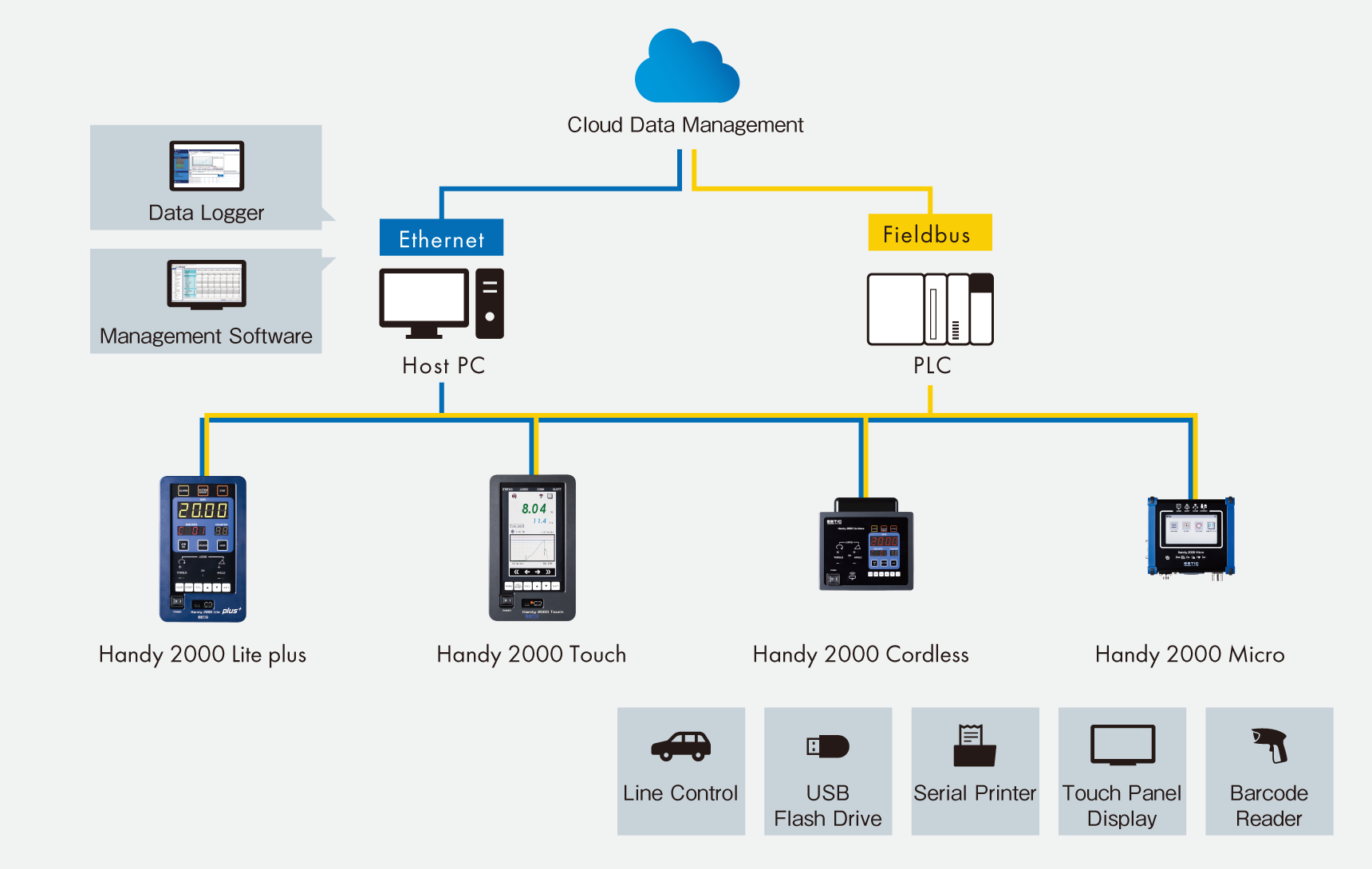
Our Handy 2000 Series comes equipped with an all-in-one platform that allows for easy integration and communication with any network infrastructure.
Improve both productivity and quality by making the Handy 2000 Series the centerpiece of your assembly line.
Handy 2000 Series Management Software
This is the dedicated support & management software for all Handy 2000 series controllers.Basic as well as advanced management functions of Handy 2000 models are supported :Read/write parameters, project data storage & management, tightening result & curve monitoring, I/O & Fieldbus signal assignment, and more.
Data Logger
Data Logger is the dedicated traceability software for all Handy 2000 series controllers. Output data (tightening results & curves) can be safely stored in a database and displayed. The saved tightening data can also be exported in Excel format for easier data analysis.
【Optional Accessories】
Controllers
Handy 2000 Cordless
A dedicated interface unit for cordless tools; this model features EWT wireless transmission technology, which complies with the international standards set forth under IEEE 802.15.4. Tools can be set up quickly and easily through infrared communication.
仕様
| Item | Description |
|---|---|
| Display / Operation | 7-segment LED |
| Fastening Methods | Torque Control, Torque Control Angle Monitoring, Angle Control, Torque or Angle Control, Torque and Angle Control, Reverse Angle Control |
| Max No. of Channel | 99 |
| Max No. of JOB | 99 (30 Step/JOB) |
| Memory | Program / System Parameters, Allocation of I/O, Fastening Result History, Torque Curve History, System Error History, Parameter in USB Flash Drive |
| Fastening Result History | Approx. 8,000 |
| Torque Curve History | 15 (OK data: 5 / NG data: 10) |
| System Error History | 50 |
| I/O | Input: 16 Points (24V DC 7mA) Output: 16 Points (24V DC 50mA) |
| DC Output Power | 24V DC Max. 2A |
| Communication Port | COM1 (RS-232C) Ethernet Connection Port 10/100 BASE-T (RJ45): 2 Port PC-USB (Mini-B) USB (Type A) NET |
| Fieldbus (Option) |
DeviceNet, PROFIBUS, CC-Link, EtherNet/IP, PROFINET, EtherCAT, CC-Link IE |
| External Dimensions (mm) | W172 x H143 x D123 |
| Weight (kg) | Approx. 2.1 kg (4.6 lb) |
| Power Supply | Single Phase 100-230V AC 50/60Hz |
